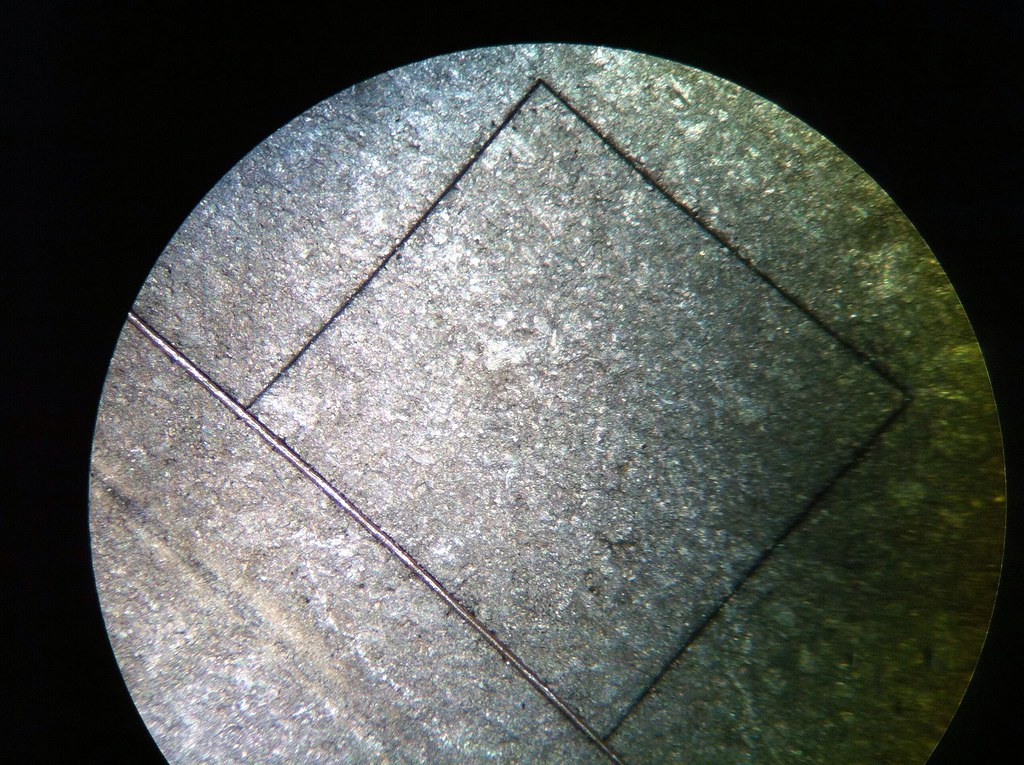
Laser cut pop can by macona, on Flickr
Cant do that with a CO2! This laser is very interesting. Many materials, especially metals, absorb this wavelength very well compared to longer wavelengths like standard YAG (1064nm, near-IR) and CO2 (10600nm, IR). The spot size of the laser is also much smaller, as much as 30 times smaller than the spot size from a CO2 laser. This means finer cuts and details as well as higher power densities. Combine all this with the Q-switching of the head which creates pulses in the range of 15kw, you get a very fun toy! And all this at about 6.5 watts average power at 10khz pulse frequency. This laser will mark just about any metal, steel, aluminum, stainless. Even tougher to mark metals like gold and silver. It will also cut glass!
Last night I started trying to figure out how I was going to integrate the new head into the machine. The area where I was going to mount the CO2 assembly looked too small but after measuring it appeared the head would just fit. I mean just, we are talking about 1/16" clearance. First problem I ran into was some steel flanges overhung into the area. Second problem there was a steel piece in the way of getting the head umbilical out of the laser well as well no access for the cooling lines. Initially I was going to use a saw but that would take forever so I rolled it outside and took the small Oxy-Acetlyene torch and cut the offending pieces out. Ground the remains clean and the head dropped in place. I drilled and tapped for the three mounting bolts. I did find it was not sitting down all the way on the well deck because it was formed in a press brake and had slightly radiused corners. Hit it with a hard wheel on a right angle grinder and that problem went away.
Next project is figuring out the optics. I wanted to keep it all internal to the machine but I think it will be much easier to go external and use an enclosed beam path. The remaining room in the laser well area is pretty tight, especially if I install a beam expander.
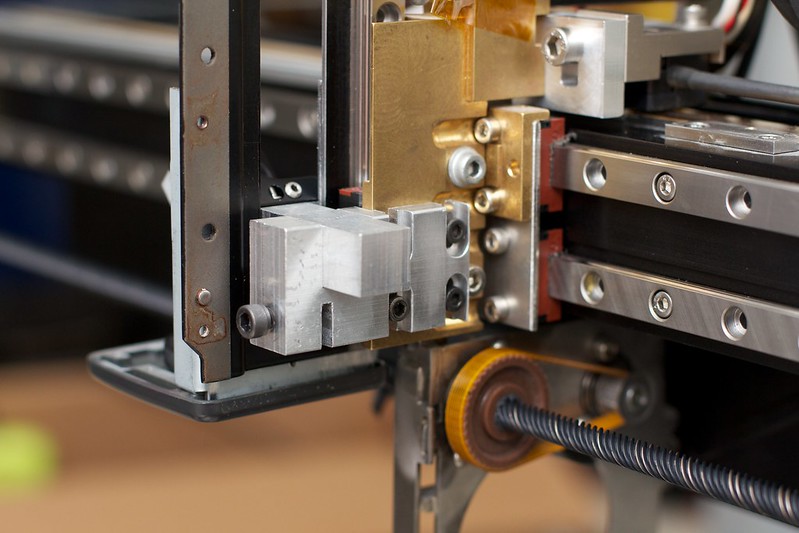
Chunk'o'aluminum used for a guide for the torch, yellow stuff is heat resistant blanket material to keep hot stuff away from wires.

IMG_2416 by macona, on Flickr
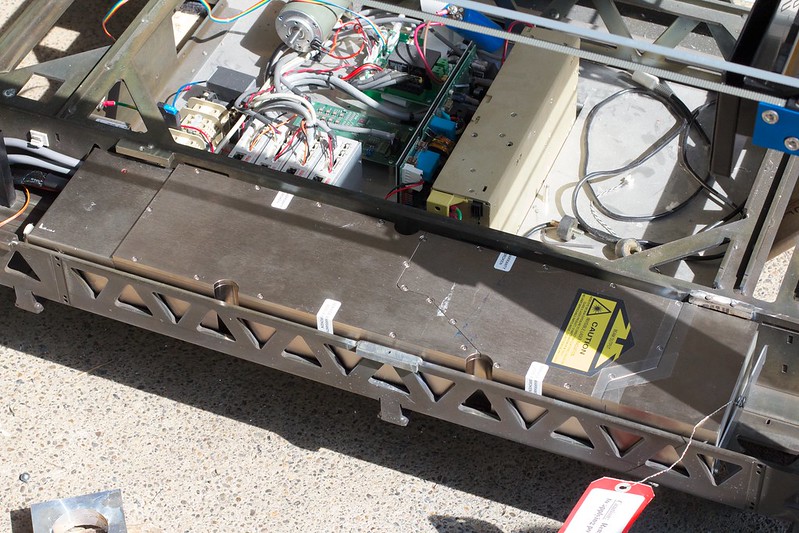
Laser head test fit in well area:
IMG_2417 by macona, on Flickr
Laser head installed. Piece of fluorescent paper was being used to trace the path of the beam. In Continuous Wave mode the laser puts out less than 1mw of UV light, still enough to see the beam with a piece of paper.

IMG_2419 by macona, on Flickr