A friend gave me a 18" x 18" Pyrex bell jar for it. He found it years ago in a dumpster at Princeton!
So I needed a base for it. After weighing my options I found a machine shop that sells cut outs of cast aluminum tooling plate. They largest they have is a plat 18-11/16" in diameter and 1-1/4" thick. It turns out that the OD of the flange of the jar is 18-11/16" Perfect" Price was a little over $100.
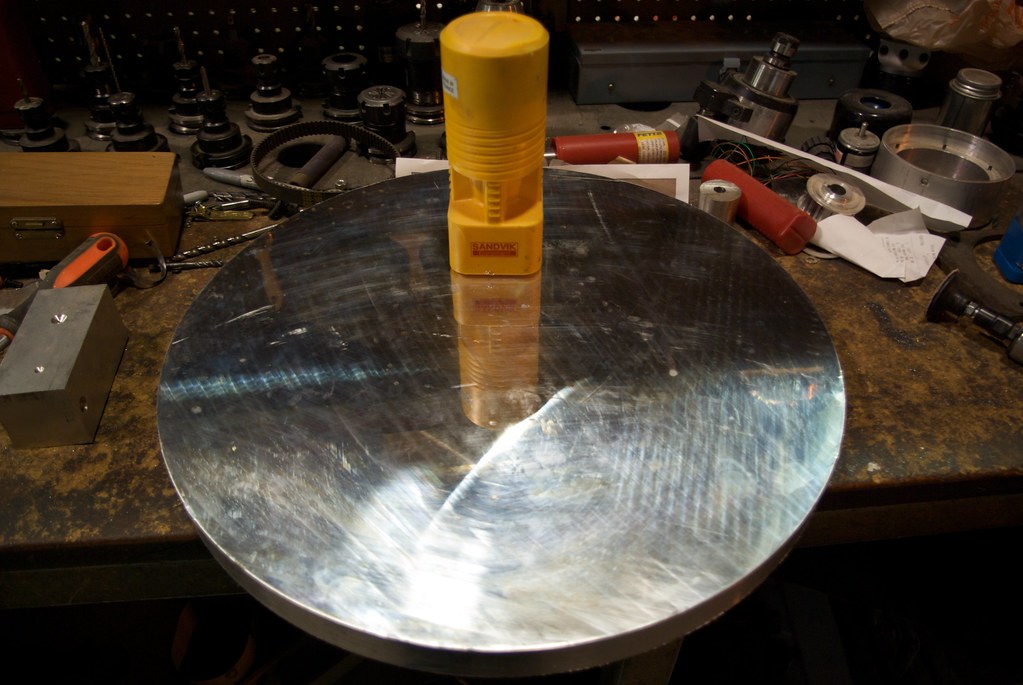
At the time I started this I was still working at TechShop and my friend had brought his milltronics VMC so we used that to bore out the 5-1/2" hole in the center. I made up clamps that pull the bell jar against the base of the old chamber that was existing. Turned out like this:

Short time after that TechShop went under and I had to pack everything up and bring it home. There is set for several months until I decided to use a bedroom I was not using as a lab area and I managed to get it into that room.
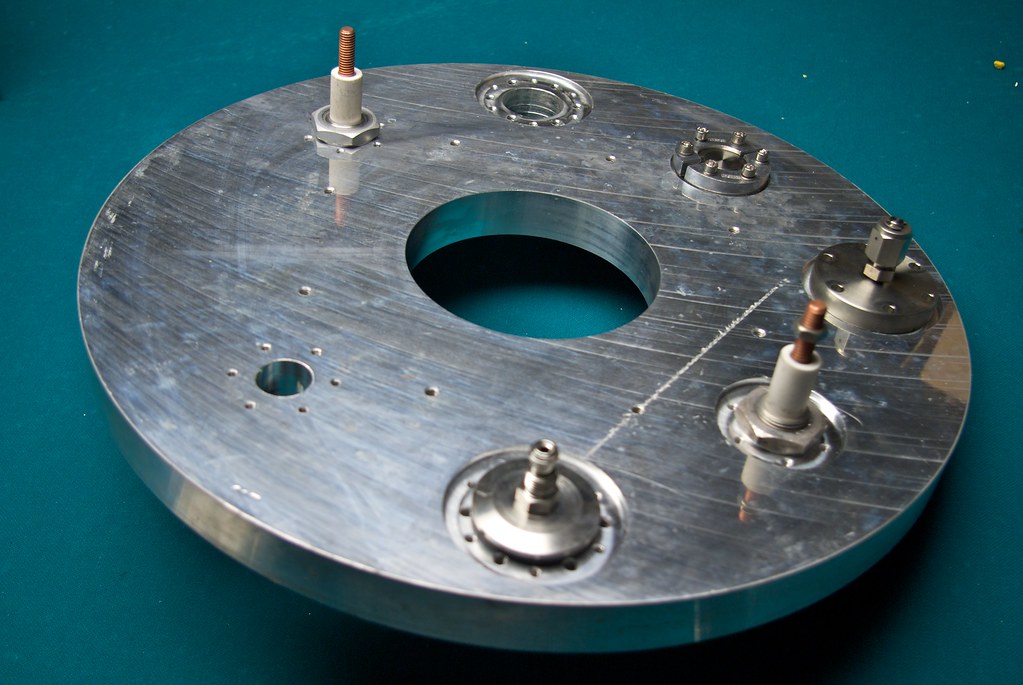
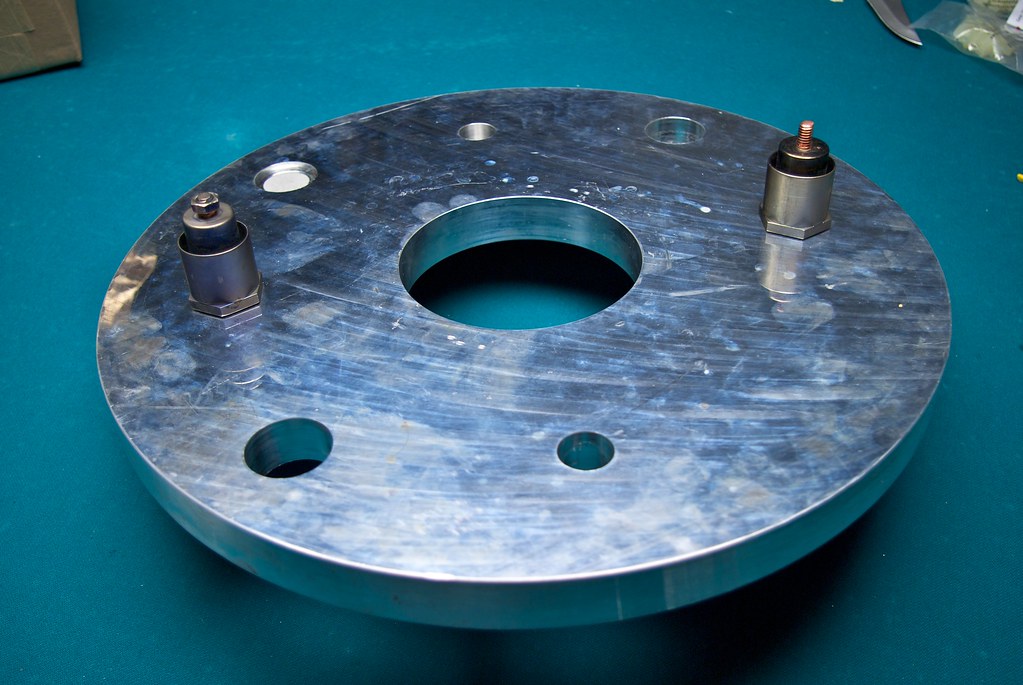
I needed ports for the 3kv, 250amp electrical, ferrofludic rotary, and cooling line feedthroughs. I also needed to have ports for the feedthrough on my quartz crystal deposition thickness sensor head as well as a diffuser for feeding gas into the chamber. I managed to figure out how to make all the connections with one of two different ports. One set being 1.035" holes with a ring of 6 bolt holes that will allow me at attach 1" bolt through feedthough or KF-25 vacuum fittings with bulkhead clamps. The other set used a 1-5/8" hole with a ring of 6 10-32 holes and a ring of 6 1/4-20 holes offset bu 30 degrees.
I started tuesday night about 9:30 and finished around 12:30. Not without problems. I had mist coolant issues when getting down to the bottom of the holes and gooped up an endmill. Then I managed to get the x axis off when I had to re-home and it spotted the holes in the wrong place. Got that all sorted out and then had to do another program to counterbore around the perimeters of the ports because some of the spotted holes were right where the o-rings seal. Argh!
Tapped the holes the other night. Boy, thread form taps are nice!
Here is a video showing milling out of one of the ports, drilling the holes for the screws, and finish facing the "oops" counterbores. Click on the video twice to take you to youtube where you can see it in its 720p HD glory!
Also pics showing how the parts are installed. One pic is of a gas diffuser installed in one of the ports.
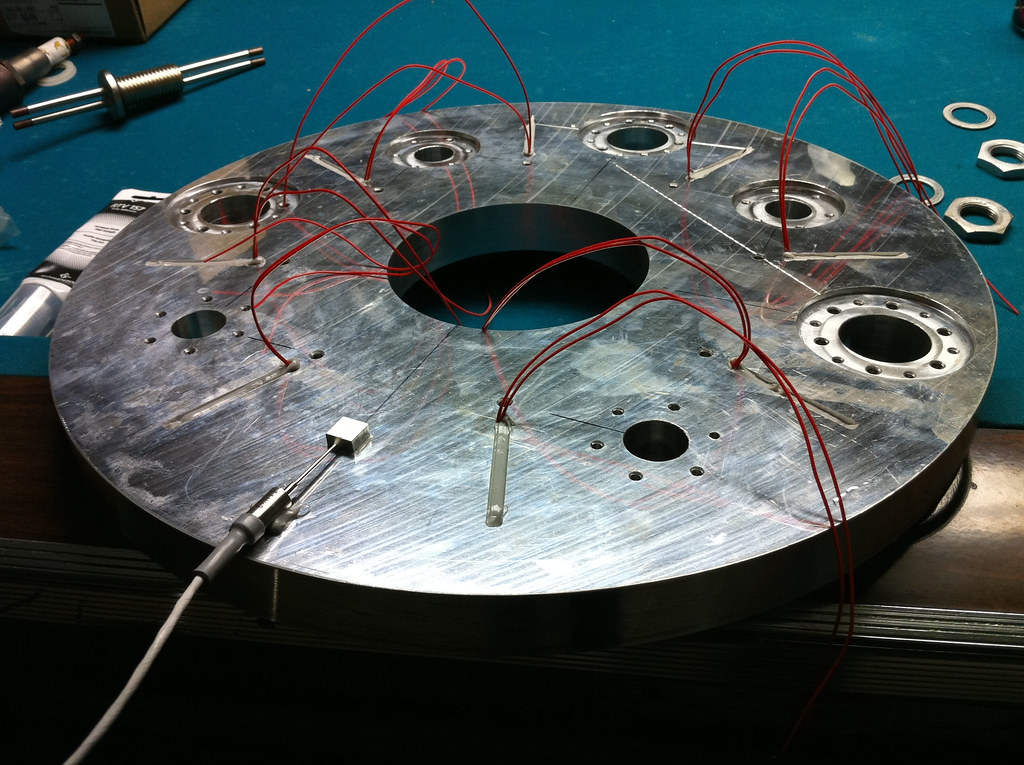
I had also gotten some small cartridge heaters from my friend. The are little guys, 1/4" diameter and about 2" long. 12 watts at 120v and 50 at 240v. I cut 8 slots radially into the plate and installed them with silicone. I also attached some sort of temp sensor to monitor base plate temp during bake out. Not sure what it is, two red wires and two white, but I will figure it out. I think its 4 wire RTD. Thats the last picture.
I still need to figure out if I need to polish the o-ring surfaces. The carbide end mill left a very nice finish and I think it may be in spec for the o-rings. If not I will go at it with some rouge and a wheel on the dremel.